
175*175*7.5*11H型钢 邯郸Q355BH型钢 重型设备用

根据不同坯料规格和成品尺寸有224架的小型轧机,18架为主流。目前,棒材轧制多采用步进式加热炉、高压水除鳞、低温轧制、无头轧制等新工艺,粗轧、中轧向适应大坯料及提高轧制精度方向发展,精轧机主要是提高精度和速度(18m/s)。产品规格一 mm的。生产的钢种为市场大量需要的低中高碳钢、低合金钢;轧制速度为18m/s.其生产工艺流程如下:步进式加热炉→粗轧机→中轧机→精轧机→水冷装置→冷床→冷剪→自动计数装置→打捆机→卸料台架。轧三特钢
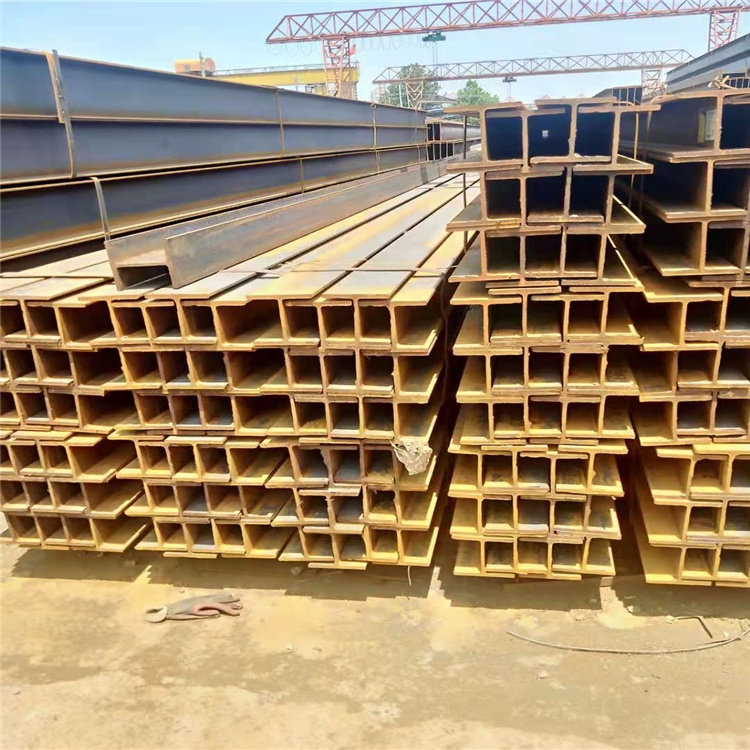
H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。轧三特钢(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度H在70 为中号,小于300mm的称为小号。至1990年末,世界上的H型钢腹板高度1200mm,翼缘宽度为530mm。
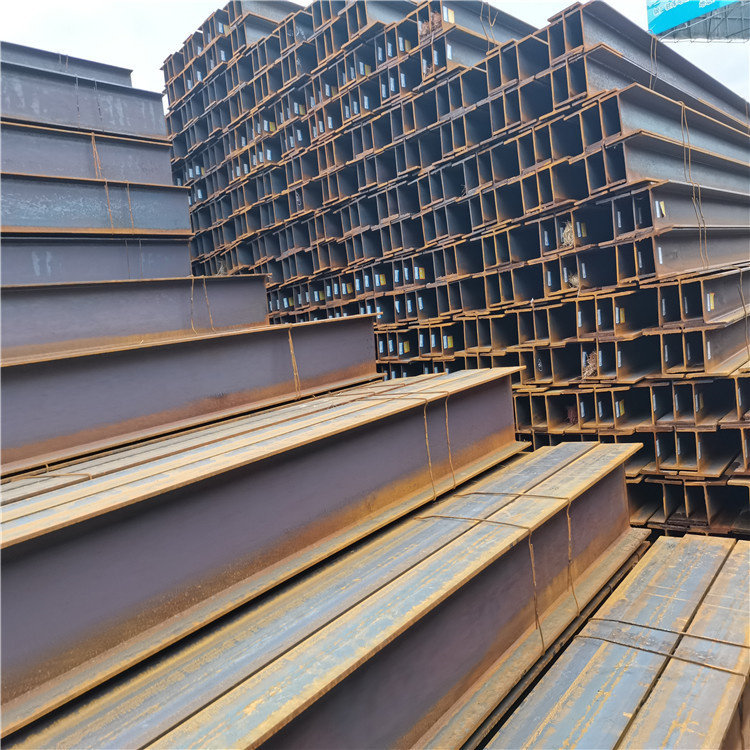
轧三特钢,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公差相差不大
H型钢 邯郸Q355BH型钢 重型设备用5精料和制品化为了缩短了模具的周期,模具部门在选购模具钢材时,应可能选用精料和制品,如经过剥皮,冷拔或磨削的精品钢材,经过粗、精、甚至精淬火回火的模块。模具部门利用这些精料和制品稍进行即可与标准模架装配使用。既可以有效地缩短模具周期,适应模具使用部门的需要,又因为前一阶段精料和制品的生产是在冶金厂率大批量生产的,可以降低生产费用,提高材料利用率。㈣合理选择模具钢材应考虑的其他因素在进行模具钢材选择时,根据模具的使用条件和要求,除了必须考虑以上各种因素,特别是模具钢材的主要性能必须与模具的使用条件要求相适应外,还需要考虑选用的模具钢材的价格和通用性。
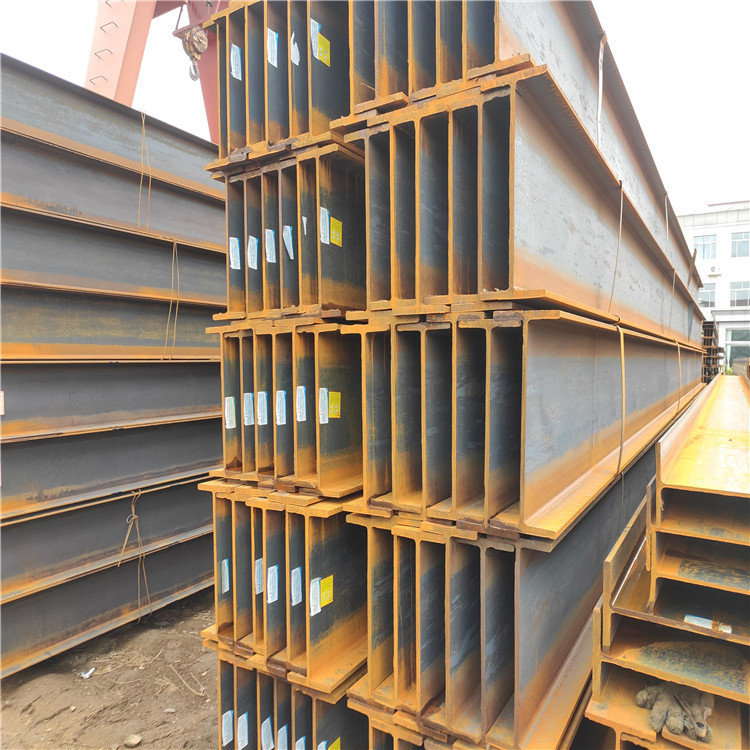
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部。
< 型钢 邯郸Q355BH型钢 重型设备用直流道的形式可选用别的方式如斜流道等。笔者经过试验,重点试验成功的的几种形式如图2所示。将中心支架浇口(轮辐式浇口)改为合适位置的侧浇口,可以减少浇口个数及熔料流向,达到减少熔接痕的目的。将直接进料浇口改为合适位置的侧浇13,增加冷料井,阻止冷料流人模具型腔。将不合适的侧浇改为环形分流道浇口,如图2z所示,使熔料流动呈流线形,产品方便。【x)(Y)(Z)x一管箍类中心支架浇VI改为侧进料浇VI;Y一三通类直接进料浇VI改为侧进料浇VI;z—9。果讨论4.1a类浇注系统与X类浇注系统比较PVC—U管件注塑模具设计时,直通类制品浇口一般选a类。经过优化后,改用x类,并且x类可以推广到直径较小的45。弯头、三通等。将两种浇注系统用于l1mm直通时,其过程及制品的有关情况比较列于表1。由表1可看出,PE—C填加量增大会降低维卡软化温度。另外,表1中的表观缺陷、坠落性能、注射工艺项目中,两类浇注系统的模具使用的中PVC—U/PE—C均为1/12(份)。2b类浇注系统与Y类浇注系统比较这两类浇注系统主要用于PVC—U管件的llmm以上的9。弯头、三通等。b类浇注系统经表1Ol1mm的直通使用两类浇注系统的情况比较项目选用a类浇注系统改用X类浇注系统浇口周围有发红现象,并仅在浇口处有很小一点表观缺陷有流动斑纹、分层等现斑纹,无分层现象,制品象;制品表面不光亮表面光亮制品在~C3min后从1~1.2m处自由落制品在~C3min坠落性能后从2~3m处自由落下下在浇口处或熔接部位常出现破裂无破裂现象采用3~4级注射工艺,注射:[艺仅用2级注射,易调整消除缺陷效果甚微体系中PVC—U/PE—C:将中PE—c降至4份1/12(份),制品维卡时,制品的坠落性能优于的改善软化温度69℃前者,维卡软化温度81℃后形成Y类。生成含碳量高的碳化物比生成含碳量低的碳化物更容易。炼高碳铬铁的原料冶炼高碳铬铁的原料有铬矿、焦炭和硅石。铬矿中Cr2O3≥4%,Cr2O3/∑FeO≥2.5,S.5%,P.7%,MgO和Al2O3含量不能过高,粒度1~7mm,如是难熔矿,粒度应适当小些。焦炭要求含固定碳不小于84%,灰分小于15%,S.6%,粒度3~2mm。硅石要求含SiO2≥97%,Al2O3≤1.%,热稳定性能好,不带泥土,粒度2~8mm。